Food manufacturers face increasing pressure to deliver consistent product quality while controlling energy consumption and production costs. Whether processing fruits, vegetables, seafood, meat products, grains, spices, pet food, or functional ingredients, moisture management remains one of the most critical steps in the production chain.
An improperly designed drying process can result in uneven moisture content, product shrinkage, color degradation, nutrient loss, and reduced shelf life. As a result, modern manufacturers are investing in advanced Industrial drying ovens for food processing that provide precise temperature control, uniform airflow distribution, and optimized energy utilization.
For large-scale food production facilities, selecting the right drying system is no longer simply an equipment decision. It directly impacts product quality, production capacity, operational efficiency, and long-term profitability.
Why Drying Is a Critical Process in Food Manufacturing
Moisture is one of the primary factors affecting food stability.
Excess moisture creates favorable conditions for:
-
Microbial growth
-
Mold development
-
Product spoilage
-
Reduced storage life
Industrial drying reduces water activity to safe levels while preserving key product characteristics.
Depending on the product category, drying may serve different objectives.
For fruit and vegetable processors, drying extends shelf life while maintaining natural flavor and color.
For seafood and meat products, moisture reduction improves preservation and transportation efficiency.
For grains and agricultural products, proper drying prevents storage losses and quality deterioration.
The effectiveness of this process largely depends on the performance of the drying equipment.
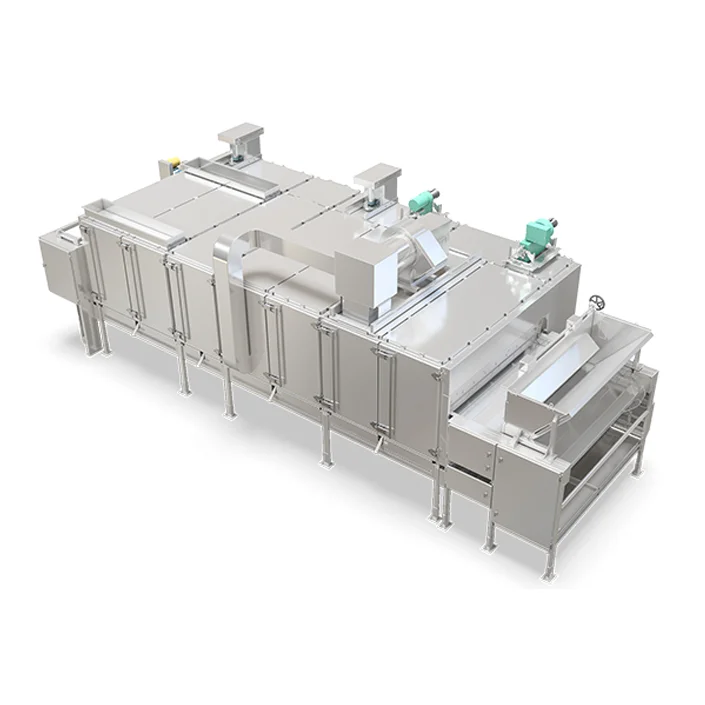
How Industrial Drying Ovens for Food Processing Work
Industrial drying ovens remove moisture through controlled heat transfer and air circulation.
The process generally involves three simultaneous mechanisms:
Heat is transferred from the heating source to the product surface.
Moisture inside the product migrates toward the surface.
Airflow removes evaporated moisture from the drying chamber.
Maintaining balance among these mechanisms is essential.
Excessive temperatures may cause surface hardening, commonly known as case hardening, where the outer layer dries too quickly and traps moisture inside.
Insufficient airflow may lead to uneven drying and longer processing times.
Modern Industrial drying ovens for food processing are engineered to optimize all three factors, resulting in consistent drying performance across large production batches.
Key Technical Factors That Influence Drying Performance
Not all drying ovens deliver the same results. Several engineering parameters determine overall efficiency and product quality.
Temperature Uniformity
Temperature variation within the drying chamber directly affects product consistency.
A poorly designed oven may experience temperature differences of 10°C or more between zones.
This can result in:
-
Uneven moisture content
-
Color inconsistency
-
Variable texture
-
Increased product rejection rates
Advanced industrial drying systems typically maintain temperature uniformity within ±1°C to ±3°C, ensuring more predictable product quality.
Airflow Distribution
Air circulation plays a critical role in moisture removal.
Uniform airflow ensures that every product receives the same drying conditions.
Modern drying ovens often utilize:
-
High-efficiency circulation fans
-
Adjustable airflow systems
-
Multi-zone air distribution designs
Proper airflow management improves drying speed while reducing energy consumption.
Humidity Control
Many food products require gradual moisture removal rather than aggressive drying.
Integrated humidity management systems allow operators to control moisture extraction rates throughout different drying stages.
This capability is especially valuable for sensitive products such as:
-
Berries
-
Herbs
-
Seafood
-
Functional food ingredients
Precise humidity control helps preserve product appearance and nutritional value.
Energy Efficiency Has Become a Major Purchasing Factor
Energy costs represent a significant portion of food processing expenses.
In large-scale drying operations, inefficient equipment can dramatically increase production costs.
Modern Industrial drying ovens for food processing incorporate several energy-saving technologies.
Heat recovery systems capture waste heat from exhaust air and reuse it within the drying process.
Insulated chamber designs reduce thermal losses.
Variable frequency drive (VFD) technology allows fans and motors to operate only at required output levels.
Intelligent control systems continuously optimize temperature and airflow settings.
Compared with older drying technologies, modern systems can significantly reduce energy consumption while maintaining production capacity.
Matching Drying Technology to Food Applications
Different products require different drying profiles.
A solution that works well for vegetables may not be suitable for seafood or protein products.
Fruit and Vegetable Processing
Products such as apples, mangoes, bananas, carrots, and mushrooms require gentle drying conditions to preserve color and flavor.
Typical drying temperatures often range between 50°C and 80°C depending on product characteristics.
Maintaining controlled airflow helps prevent excessive shrinkage.
Seafood and Meat Products
Fish, shrimp, beef jerky, and pet treats generally require stricter moisture control.
Uniform drying is essential to ensure food safety and achieve target moisture levels throughout the product.
Herbs and Functional Ingredients
Medicinal herbs, tea leaves, and botanical extracts are particularly sensitive to heat.
Lower-temperature drying processes help preserve active compounds and product value.
Industrial drying ovens with programmable temperature profiles provide greater flexibility for these applications.
Automation Improves Production Consistency
As food manufacturers scale production, manual process control becomes increasingly difficult.
Automation is now a standard feature in modern drying systems.
Advanced control platforms allow operators to monitor:
-
Temperature
-
Air velocity
-
Humidity
-
Drying time
-
Product recipes
Programmable logic controllers (PLC) and touchscreen interfaces simplify operation while reducing human error.
Automated systems also improve traceability, which is becoming increasingly important for food safety compliance and quality assurance programs.
Capacity Planning for Future Growth
Selecting the correct oven size requires careful analysis of current and future production requirements.
Many manufacturers focus only on immediate capacity needs.
However, production demand often increases as market opportunities expand.
Important considerations include:
Daily production volume.
Peak seasonal demand.
About Author